Mstercamを含むCAMソフトでツールパスを作成するときにサーフェスやソリッドに対してある程度の誤差を考慮に入れてツールパスの計算を行います。
この許容誤差が加工面の許容公差より大きい場合は、削りすぎや削り残りが発生する場合があります。
切削公差
ツールパスの計算に使う許容誤差をマスターキャムでは、切削公差と呼びます。
切削公差を小さくするとツールパスの計算時間が大きくなり、出力したNCデータが長くなります。
直線や円弧の要素をもとに輪郭加工やポケット加工などの2Dツールパスを作成する場合には、この切削公差の設定は必要ありません。デフォルトのままでかまわないと思います。
デフォルト値は、0.025mmが設定されており、0.001inchをmm換算した値だと考えてください。
スプライン形状を含む2Dツールパスの作成や3Dツールパスの作成では、切削公差は適切に設定します。
粗取り時は、設定した仕上げ代の半分または四分の1などを目安に設定します。
削りすぎが発生する場合は、さらに小さく。ツールパスの計算時間が長すぎる場合は少し大きく設定します。
仕上げ時は、加工形状の公差を基準に半分または四分の1などを目安に設定します。
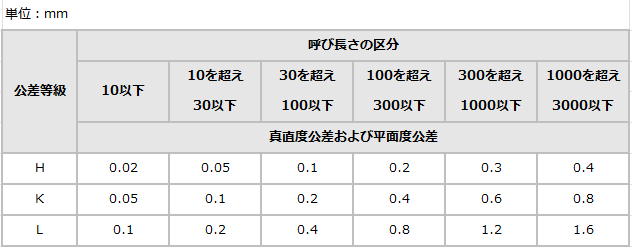
公差値が不明な場合は、平面度公差の普通幾何公差などを参考にしてください。
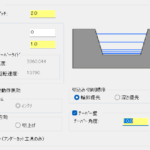
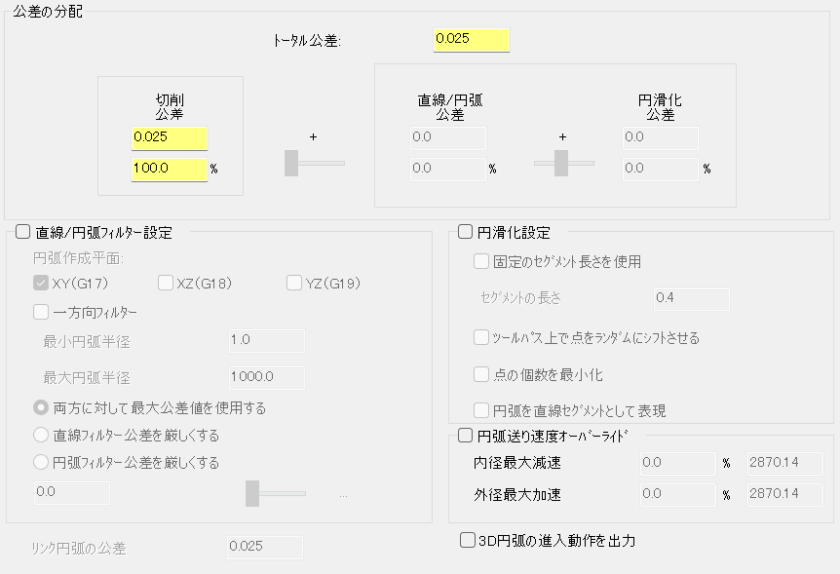
円弧フィルター設定や円滑化設定がオフの場合は、「トータル公差」=「切削公差」
円弧フィルター
3Dツールパスで作成したNCデータは、円弧上の形状であったとしても小さい直線(G01)の連続線として出力され、NCデータが長くなる傾向にあります。
マシニングセンタによっては、長いNCデータを読み込めなかったり、メーカーによって名称が異なりますが、G01連続線の加減速を調整する高精度輪郭制御の機能がない場合は、円弧(G02/G03)に変換し、NCデータを短くする必要があります。
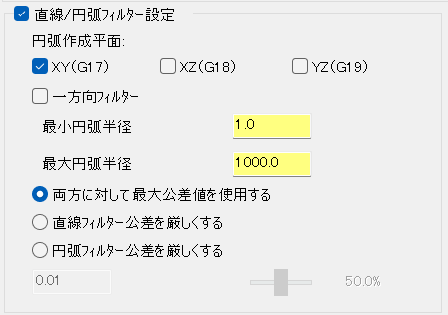
その場合は、「直線/円弧フィルター設定」にチェックを入れます。
パラメーターはデフォルトのままで基本問題ないですが、ケースバイケースで調整します。
「直線/円弧フィルター設定」を有効化すると
「トータル公差」=「切削公差」+「直線/円弧公差」
という形で配分され、トータル公差がNCデータの出力精度になります。
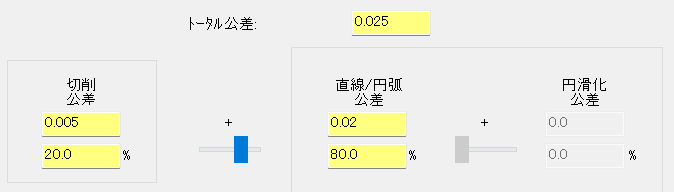
「切削公差」と「直線/円弧公差」の配分比率は、1:2~1:4くらいを目安に設定します。
切削公差はツールパスの計算時間に影響があり、直線/円弧公差はNCデータの長さに影響があります。使用するマシニングセンタやツールパスを計算するパソコンのスペックなども考慮に入れ設定します。
円滑化公差
直線連続のNCデータで加工した場合、マシニングセンタの能力によってはカッターマークが残ってしまったりする場合に「円滑化設定」を有効化することで加工後の仕上がり面の品質が向上する場合があります。
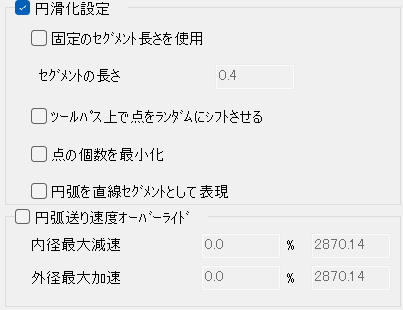
パラメーターはデフォルトのままで基本問題ないですが、ケースバイケースで調整します。
「ツールパス上で点をランダムにシフトさせる」にチェックを入れるとツールパスはより滑らかになります。
「点の個数を最小化」にチェックを入れると近すぎる点を除去します。
円滑化設定は、NCデータが長くなる傾向にあります。
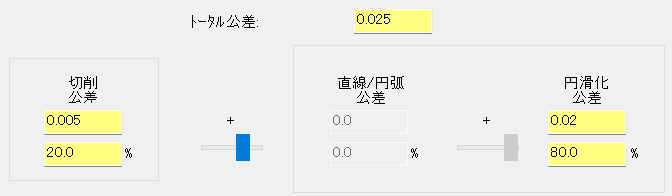
円弧フィルターの場合と同様の考え方で比率等も設定しますが、マシニングセンタの性能によりテスト加工を繰り返し、最適値を検討した方がいいと思います。
補足
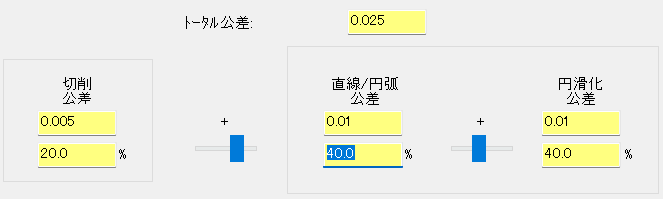
「直線/円弧公差」と「円滑化公差」を両方有効化することもできますが、基本的に真逆の作用になるため有用性は不明です。
NCデータを短くする必要があるマシニングセンタでは「直線/円弧公差」を使用し、
高精度輪郭制御が使えるマシニングセンタでは「円滑化公差」を使用するという形で使い分けをした方がいいと思われます。
どちらにしても配分比率は、マシニングセンタとの相性によりますので、テスト加工で最適値を見つけてください。