マシニングセンタで加工する際に、次の加工箇所に移動するときなど安全に移動できるところは早送り(G00)で移動を行うことで加工時間を短縮します。
マスターキャムでツールパスを作成する際の設定では、そのような高さを「リンクパラメータ」を使い制御します。
通常NCデータを作成する際には、加工の初めに絶対に安全な高さに工具長補正(G43)をかけながら移動させる作業を行います。
2Dツールパスに比べ3Dツールパスの「リンクパラメータ」設定だけでは、Z高さを制御するパラメータが不足していて、設定によっては、絶対に安全な高さを必ず通過するようになり、たとえ早送りで移動させたとしても少なからず加工時間に影響を与えます。
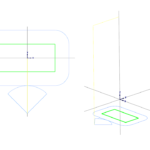
このようなケースを回避するために、加工の最初や最後は、確実に安全な位置に移動するように設定をするのが「ホーム/リファレンス点」の設定になります。
バージョン2026よりインターフェースが変わりましたが、他のバージョンでも設定方法は類似しています。
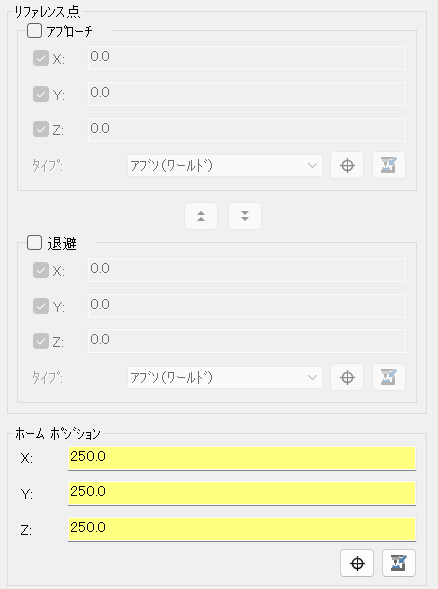
リファレンス点
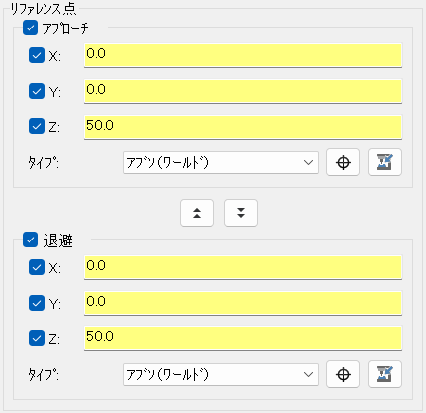
リファレンス点の設定は、アプローチと退避それぞれ個別に設定が可能です。チェックボックスにチェックを入れることで数値設定が可能になります。
アプローチ側の設定は、工具長補正を行う部分になります。
一般的には、ワーク座標系(G54~G59)の原点位置に移動後に安全な高さに工具長補正を実行する流れになるので、X=0・Y=0・Z=(確実に安全な高さ)で設定します。
退避側の設定は、省略しても構いませんが一般的にはアプローチ側と同じ数値に設定します。
同じ数値に設定する場合は、![]() のアイコンをクリックしてコピーすることができます。
のアイコンをクリックしてコピーすることができます。
ホームポジション
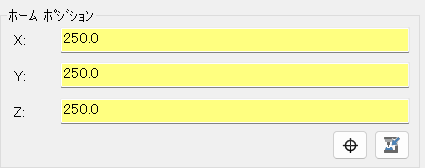
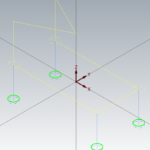
ホームポジションは、通常のポスト設定の場合は、NCデータには関係しません。
シミュレーションの時に機械原点位置に移動させるときに使用するので、厳密なシミュレーションが必要な場合以外は、数値はデフォルトのままで問題ありません。
通常のNCデータとは、ワーク座標系を用いプログラム内に工具長補正が含まれてい場合を指します。
ワーク座標系の指示や工具長補正は別プログラムで実行している場合に「ホームポジション」の設定値は重要になります。

ポストの設定により「変数値」のパラメータ項目は異なりますが、

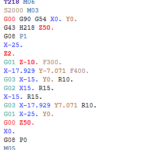
ワーク座標系の設定箇所をG92の出力設定にした場合にホームポジションの値が出力されます。
(この場合は「1」に設定)
G92出力設定の時は、リファレンス点の値とホームポジションの値を同じにておくことで、
「G92 X0 Y0 Z50.」から加工が開始し、加工終了後同じ点に戻るようになります。