エンドミルの刃数は、2枚刃・4枚刃などいくつか種類がありますが、刃物直径で切り込むいわゆる溝加工は2枚刃を推奨しています。刃数が増えると切りくずの排出性が落ちるためといわれています。
溝加工時に刃物を円弧状に移動させながら切り込む加工をトロコイド加工と呼びます。
トロコイド加工をすることで常に側面加工の状態になるので、刃数を増やすことができます。
理論的になるので、一概には言えませんが1刃あたりの送り量を同じにした場合、2枚刃より4枚刃の方が2倍送り速度を早くすることができます。
また、溝切削と比べ側面切削は、1回に切り込む深さを多くすることが可能になります。
トロコイド加工の場合、移動量が多くなるので加工距離は多くなりますが、切込む深さを多くでき、送り速度を早くすることができるので、加工時間的にはむしろ早くなる場合もあります。
ポケット加工などのトロコイド加工のON/OFFをオプションで準備しているツールパスコマンドもありますが、輪郭加工の代替として使用する場合は、ピール加工を使います。
ピール加工

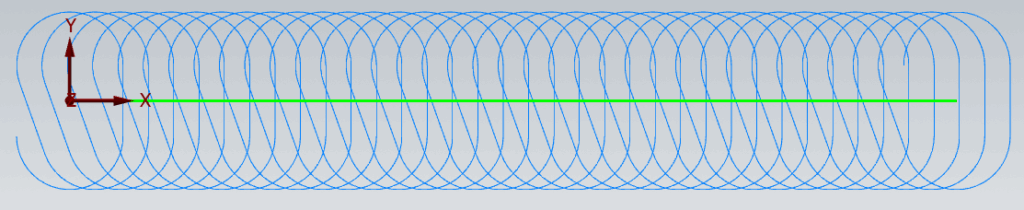
ピール加工は、1本のチェーンからトロコイド加工を作成することができます。
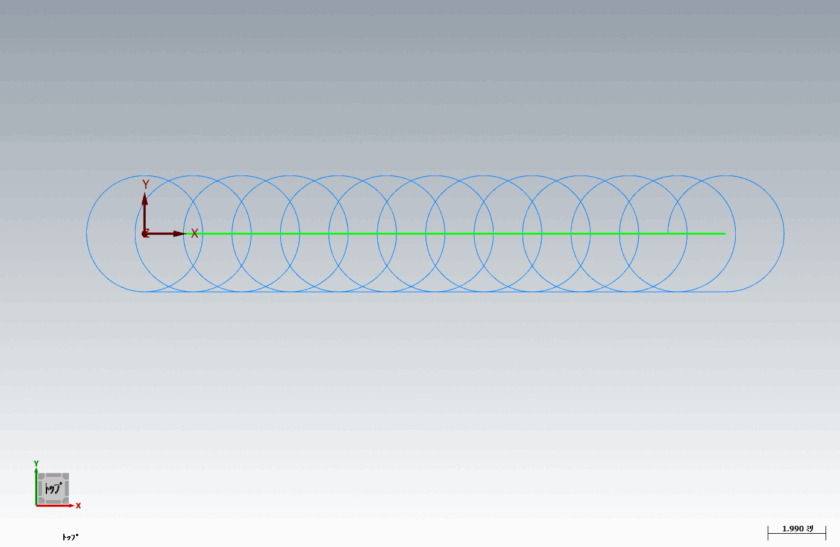
今回は、任意の長さの1本の水平線からツールパスを作成します。
使用するエンドミルは、直径6mmのフラットエンドミルで10mm幅の溝加工を行う想定で解説をします。この場合、片側に2mm移動できる隙間があることになります。
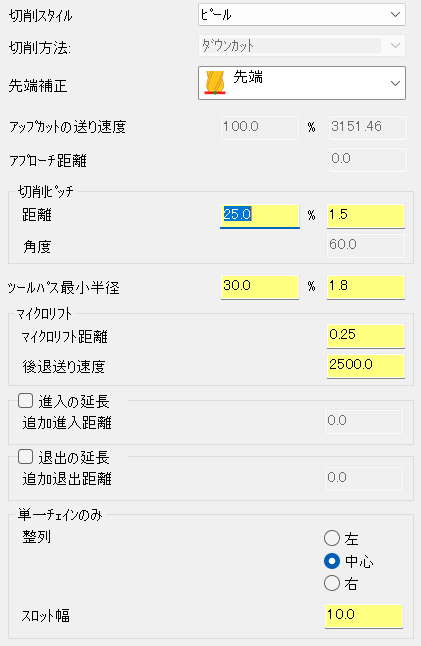
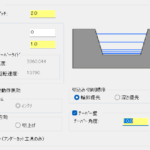
切削スタイルは、「ピール」と「ダイナミックピール」から選べますが、慣れるまでは動きが単純な「ピール」を選びます。
「ダイナミックピール」の場合は、切削方法をダウンカット・アップカット・ジグザグから選ぶことができます。
1本のチェーンを選択している場合は、「単一チェーンのみ」が設定できるようになり、スロット幅を今回は「10」mmに設定します。整列は「中心」を選びます。
ツールパス最小半径は、移動できる隙間より小さい値を設定します。今回は2mm未満となるので、「1.8」mmで設定します。
切削ピッチは、ツールパス最小半径と同じかそれ以下の値を設定します。今回は1.8mm以下となるので、「1.5」mmで設定します。
(移動できる隙間の距離>ツールパス最小半径≧切削ピッチ)
トロコイド加工では、切込みが発生していない箇所の送り速度を早く設定することができます。
また、早く移動しているときに少しだけ工具を浮かすことができます。
マシニングセンタのスペックに依存するので、状況にあわせて設定します。
マイクロリフト距離を0mm・後退送り速度を工具の送り速度と同じ値に設定することもできます。
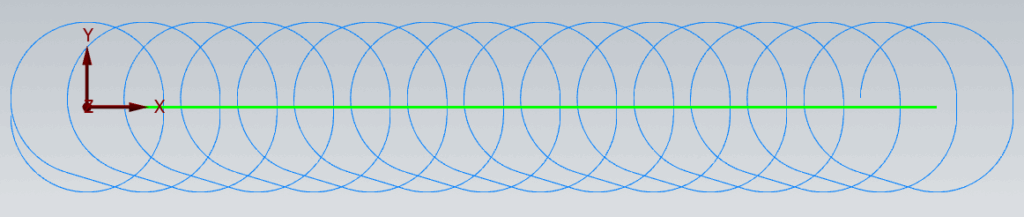
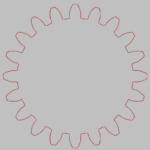
トロコイド状の移動になるので、側面部分は切削ピッチ分の凸凹が付きます。ピール加工でも仕上げパスの設定が可能ですが、別途輪郭ツールパスで仕上げを行うことも可能です。
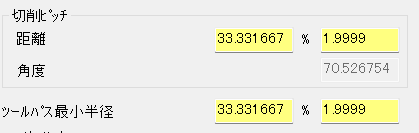
トロコイドの移動を円弧上に近づける場合は、最小桁数の設定によりますが、1.9999などと限りなく2に近づけた値を設定します。
設定値を小さめに設定した場合は直線移動部分が多くなります。
補足
今回は、直線1本からのピール加工を紹介していますが、複数要素のチェーンにも対応しています。
その場合に角度変化が大きい場合にはアラームが出ます。
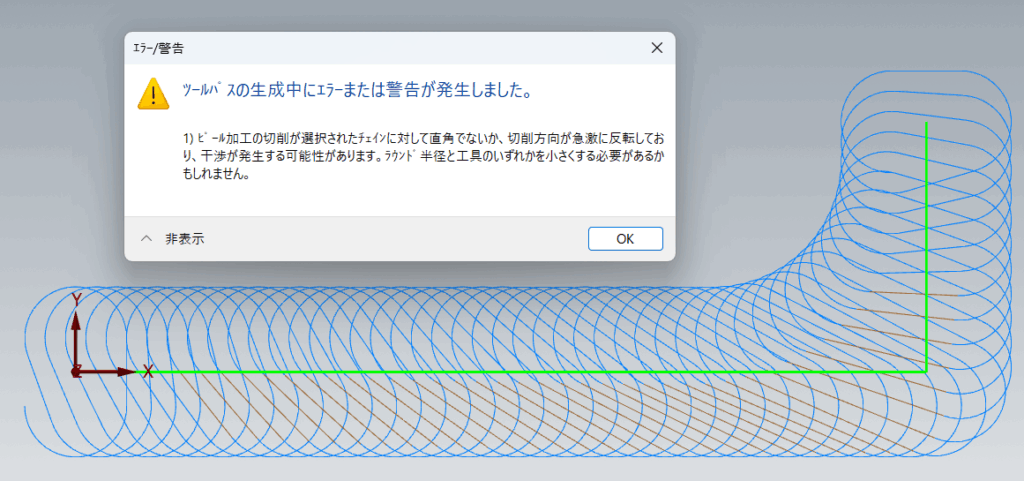
一応ツールパスは作成できますが、粗取り前提で角に大き目の面取りやフィレットを入れます。
2本のチェーンからピール加工を作成も可能です。2本のチェーンは等間隔である必要はありません。
1本のチェーンで設定項目の挙動に慣れてから、2本のチェーンやダイナミックピールも試してみてください。