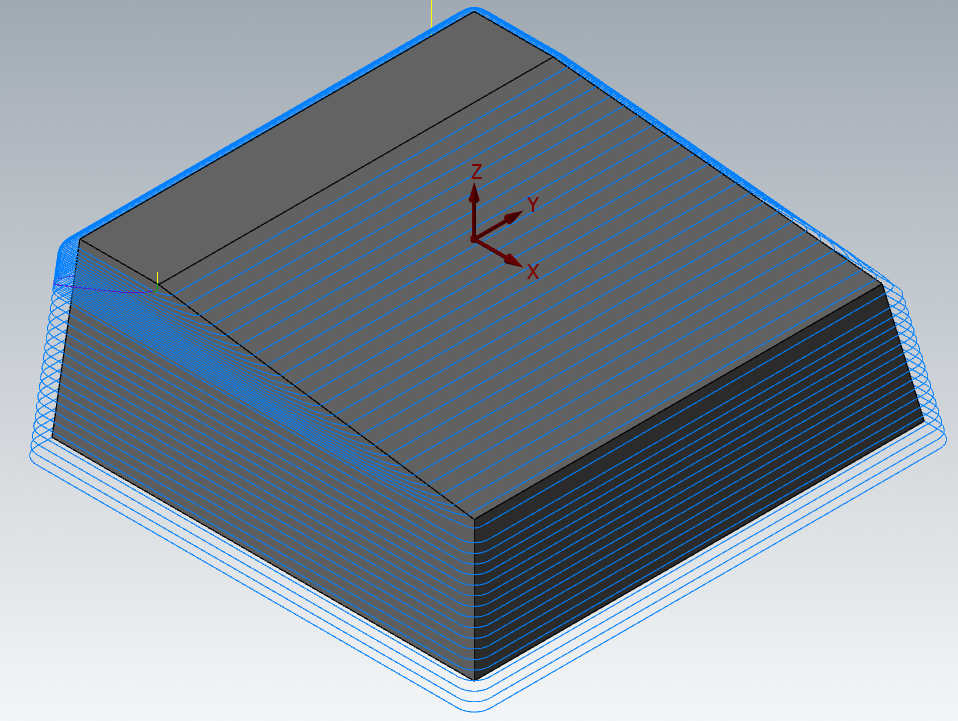
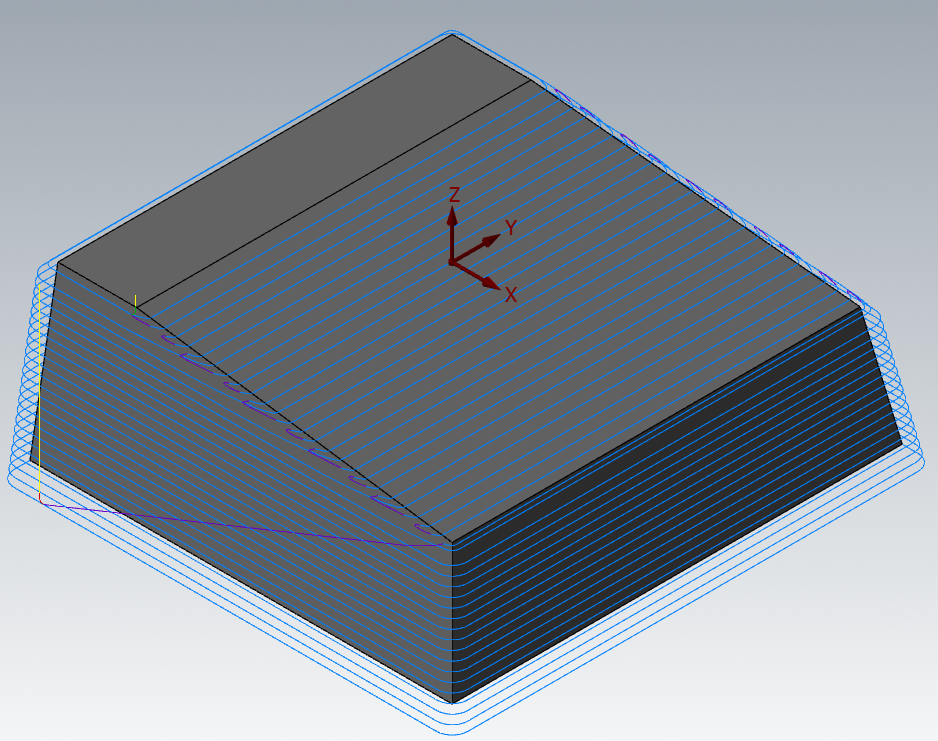
ソリッドやサーフェスを使ってツールパスを作成するときに、Z方向を一定の間隔で切り込みながらXY輪郭方向を加工する方法を等高線加工と呼びます。
マスターキャムでは、3D高速ツールパスの「ウォーターライン」ツールパスで等高線加工を行います。
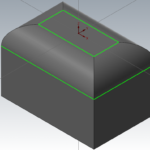
等高線ツールパスは、主にブロック形状の側面の壁など急斜面を加工することを想定していますが、複雑な形状になれば、急斜面と緩斜面が混在しているような形状になり、その際のマスターキャムでの設定方法を解説していきます。
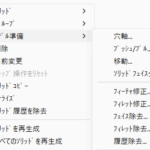
「ウォーターライン」ツールパス
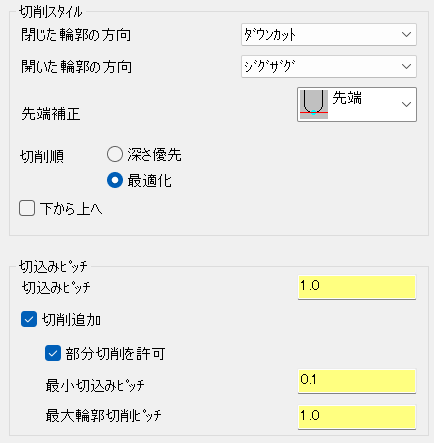
ウォーターラインの切削パラメータを調整します。
ウォーターラインでは、Z方向の切込み量を切込みピッチとして調整していきます。
切込みピッチ
Z方向の1回ごとの切り込みを設定するときは、『切込みピッチ』を設定します。
ボールエンドミルで加工することを想定する場合は、「スキャロップハイト」から計算した値を目安に設定します。
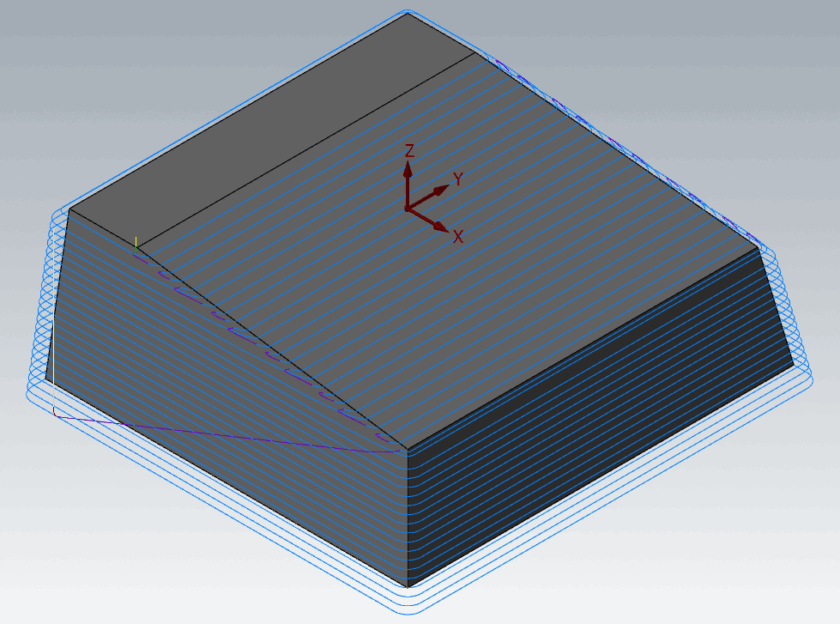
急斜面を想定したツールパスのなので、緩斜面の部分はピッチが広くなりでこぼこの状態で加工されてしまいます。
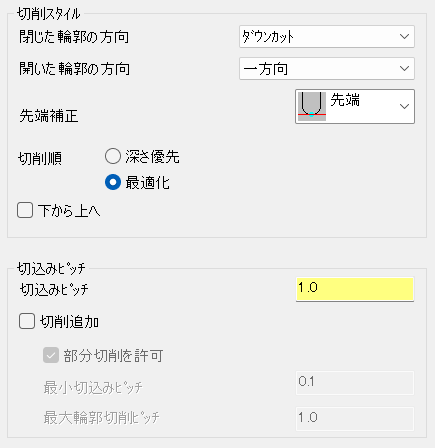
切削追加
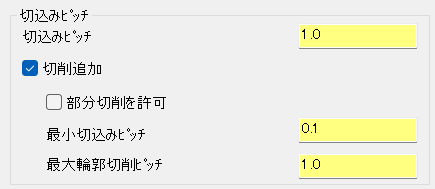
「切削追加」にチェックを入れると、「最小切込みピッチ」と「最大輪郭切削ピッチ」が設定できるようになります。
「最小切込みピッチ」は、Z方向の切込みピッチを変化させるときの最小値になります。デフォルトでは、「切込みピッチ」の1/10が設定されます。仕上がり精度によっては、さらに小さく設定します。
(加工機の最小設定値まで小さくできますが、CAMの計算時間が増加し、加工時間も増加します。)
「最大輪郭切削ピッチ」は、次の深さの加工輪郭とのXY方向の変化量が設定値以下になるように切込みピッチを変化させます。設定目安は、「切込みピッチ」と同じ値か、仕上がり精度によっては、さらに小さく設定します。
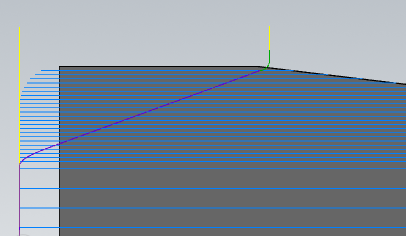
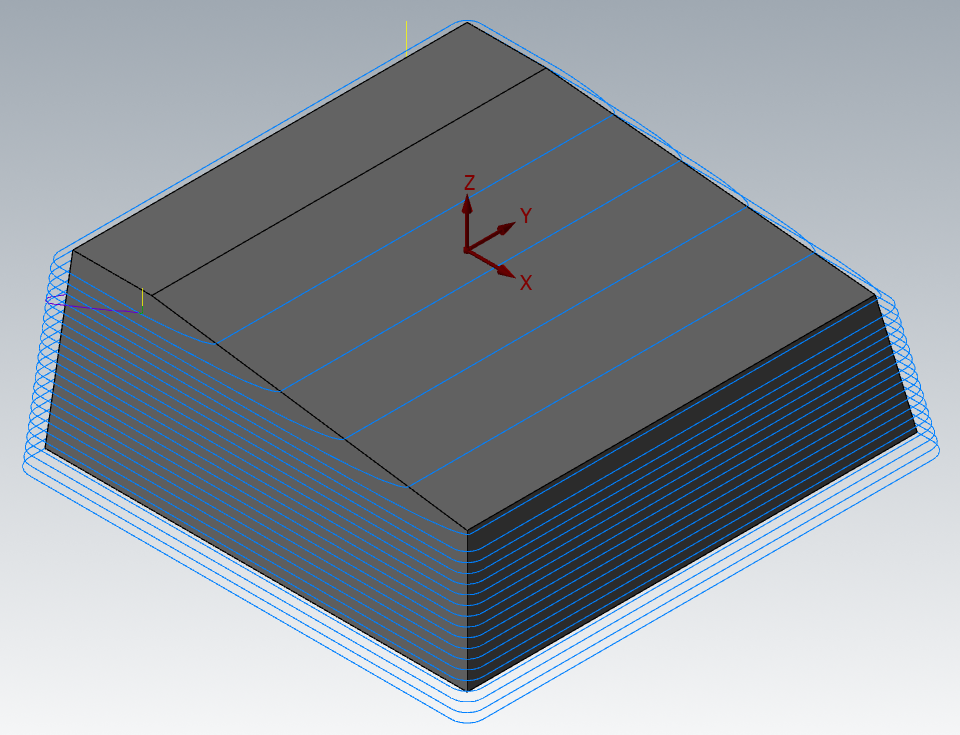
緩斜面に、ツールパスが追加され、緩斜面部分のでこぼこは解消されますが、側面部分にその分のツールパスが追加され急斜面部分に削りすぎが発生する場合があります。
部分切削を許可
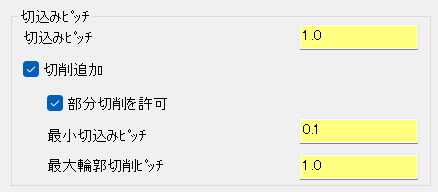
急斜面方向の切込みを増やさないようにする場合は、「部分切削を許可」にチェックを入れます。
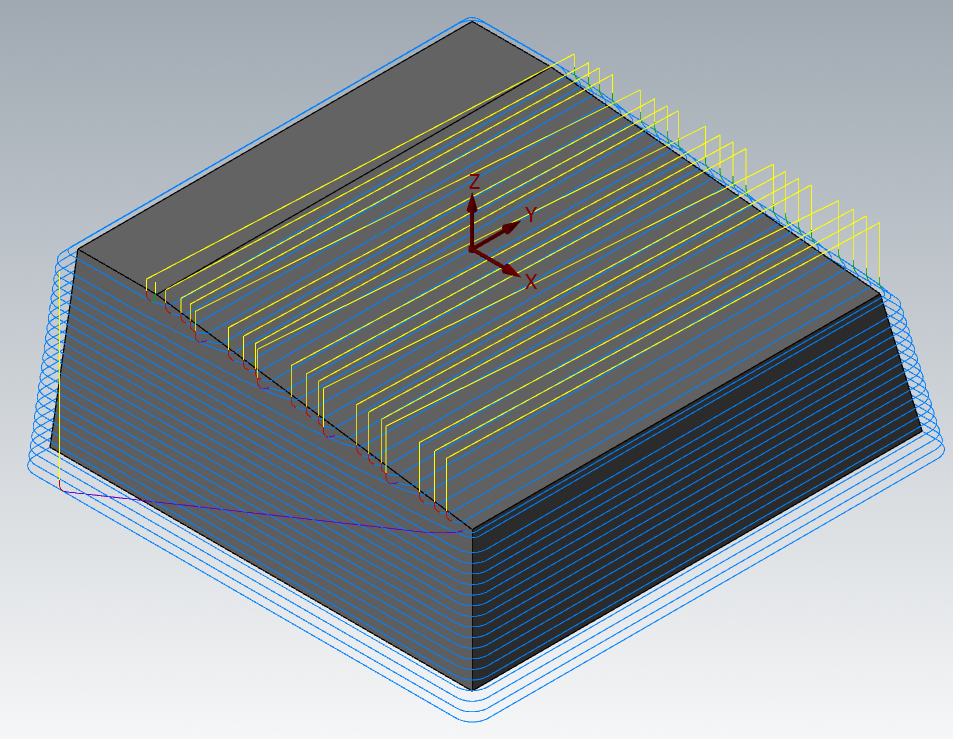
この場合、緩斜面部分にのみ小さい切込みが追加されるようになります。
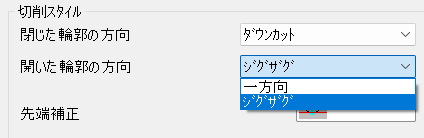
追加された緩斜面部分のツールパスは、開いた輪郭という形になり、工具の退避動作が追加になりますが、開いた輪郭はジグザグに設定を切り替えることもできます。
仕上がり目安
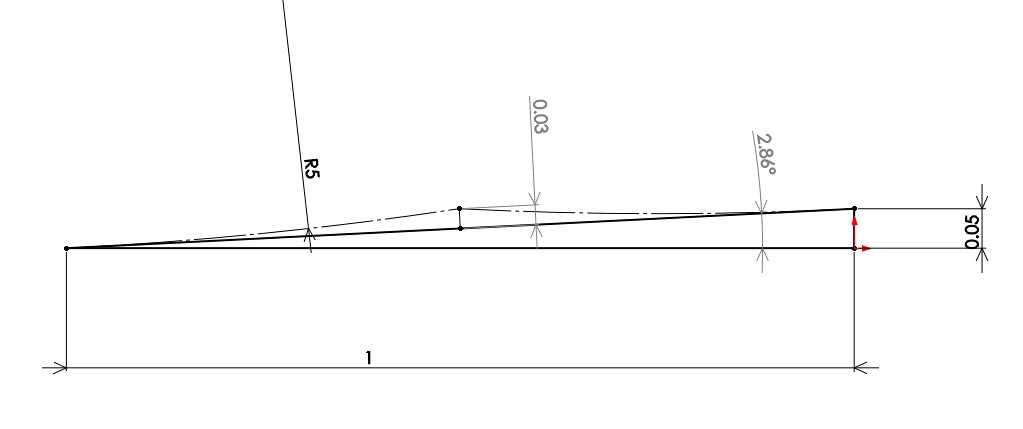
切込みピッチと最大輪郭切削ピッチを同じ値に設定すると垂直壁=90度から45度の範囲で45度の位置がスキャロップハイトが最大となります。
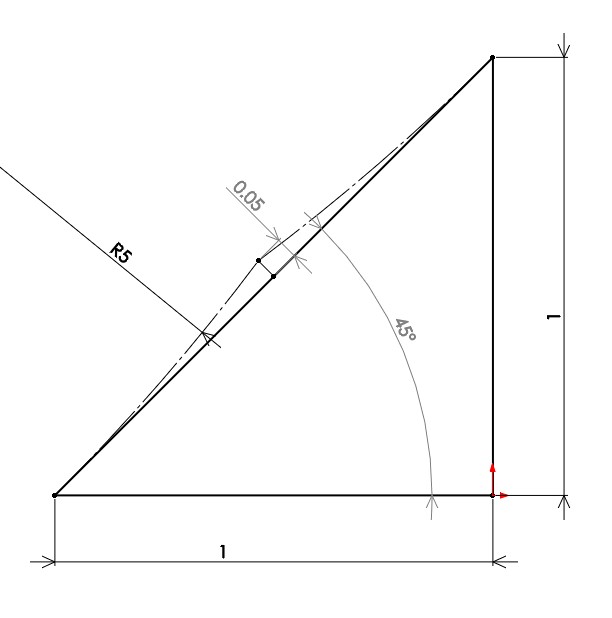
(例えば)
R5のボールエンドミルで
切込みピッチ=1mm (Z方向)
最大輪郭切削ピッチ=1mm (XY方向)
に設定したときは、最大スキャロップハイトが0.05mmになります。
スキャロップハイトツールパスなどの切削ピッチは、直角三角形の斜辺方向での計算になるので(1÷sin45=) 約1.4mmの切削ピッチで計算させた時と同じ仕上がりイメージになります。
45度より緩い角度の部分は、切込みピッチを調整していきますが、最小切込みピッチ以下には、小さくなりません。
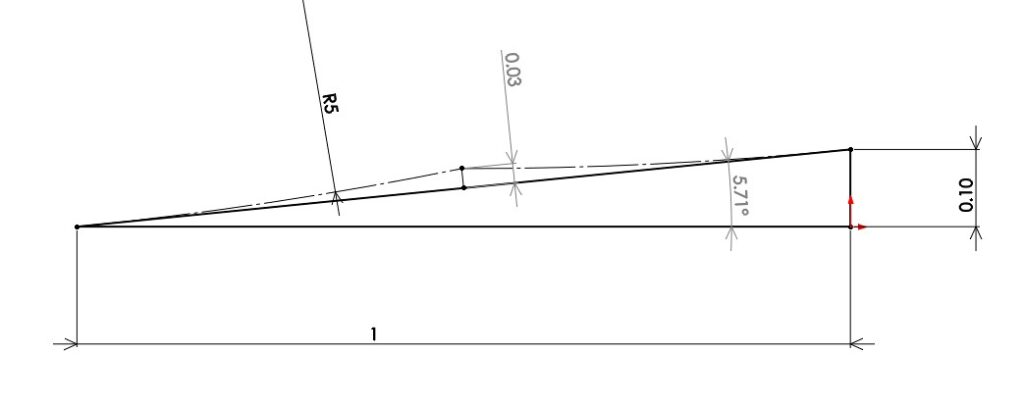
最小切込みピッチを規定値の1/10にした場合は、0度から6度くらいの範囲にツールパスが作成されません。
最小切込みピッチを規定値の1/20にした場合は、0度から3度くらいの範囲にツールパスが作成されません。
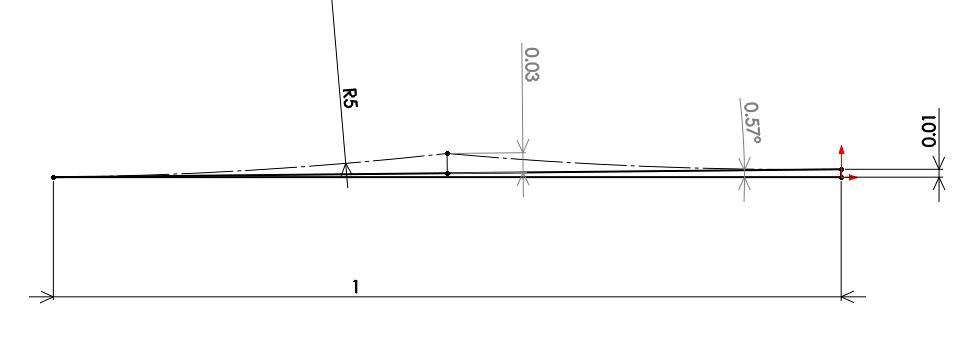
最小切込みピッチを規定値の1/100にした場合は、0度から1度くらいの範囲にツールパスが作成されません。
これは理論的な計算値になりますので、実際の仕上がり状態で設定値を決定してください。
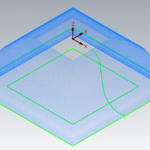
SR10の掘り込み形状の場合
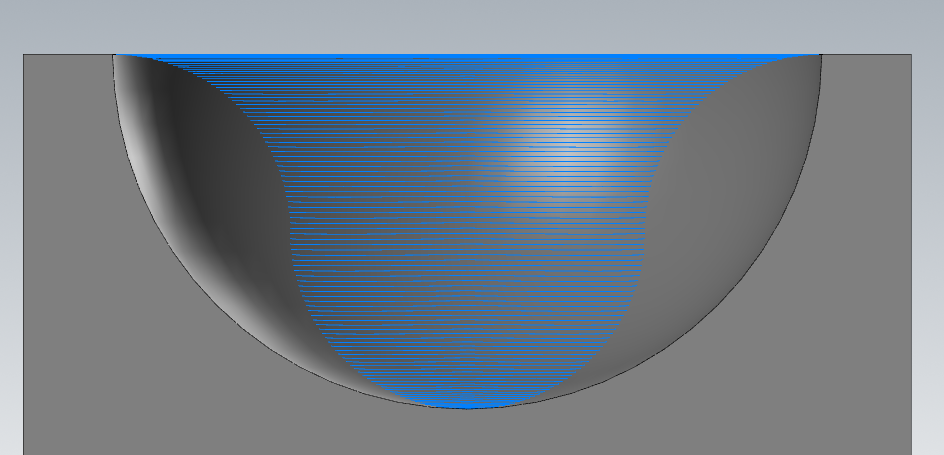
SR10の掘り込み形状をスキャロップツールパスを作成したときに、
切削ピッチ0.15mmに設定すると、
加工開始深さがZ-0.001mm、
加工終了深さがZ-9.999mm、
となります。
同じ形状をウォーターラインツールパスで切削ピッチ0.15mmで設定すると
「切削追加」オプションがオフの時は、加工開始深さがZ-0.148mm・加工終了深さがZ-9.95mmとなります。

「切削追加」オプションを最大輪郭切削ピッチ0.15mm・最小切込みピッチ0.015mmの設定(1/10)にすると、加工開始深さがZ-0.023mm・加工終了深さがZ-9.987mmとなります。
最小切込みピッチ0.0015mmの設定(1/100)にすると、加工開始深さがZ-0.003mm・加工終了深さがZ-9.993mmとなります。
スキャロップツールパスと同等の開始深さ・終了深さにするときは、最小切込みピッチを0.001mm未満の値に設定する必要があります。
まとめ
通常エンドミルでの加工は、ダウンカットを基準に加工するので、閉じた輪郭はダウンカットを基本に設定します。
開いた輪郭の場合の加工は、退避動作などを省略させたい場合にジグザグに設定します。
切込みピッチは、スキャロップハイトの計算を基準に設定し、
と最大輪郭切削ピッチは、同じ値かそれより小さい値を設定します。
最小切込みピッチは、デフォルトで切込みピッチの1/10の値に設定されるので、微調整をします。
目安の設定値になるので、実際の加工の状況にあわせて数値を調整する必要があります。
スキャロップハイトに関しては、加工条件の設定目安ページを参考にしてください。
ウォーターラインツールパスで切込みピッチを傾斜角度によって微調整ができますが、スキャロップツールパスの方が緩斜面には適したコマンドになります。
ウォーターラインツールパスは、「急斜面用で精度は少し低くなりますが緩斜面も加工できる」程度の認識でとどめておくことをお勧めします。