オフィスキャドムスではNCデータの作成作業を受託しています。
出力形式は、Fanuc系サブプロ形式です。
Mastercam(マスターキャム)から出力された2D形式のサンプルプログラムと概要を解説します。
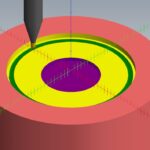
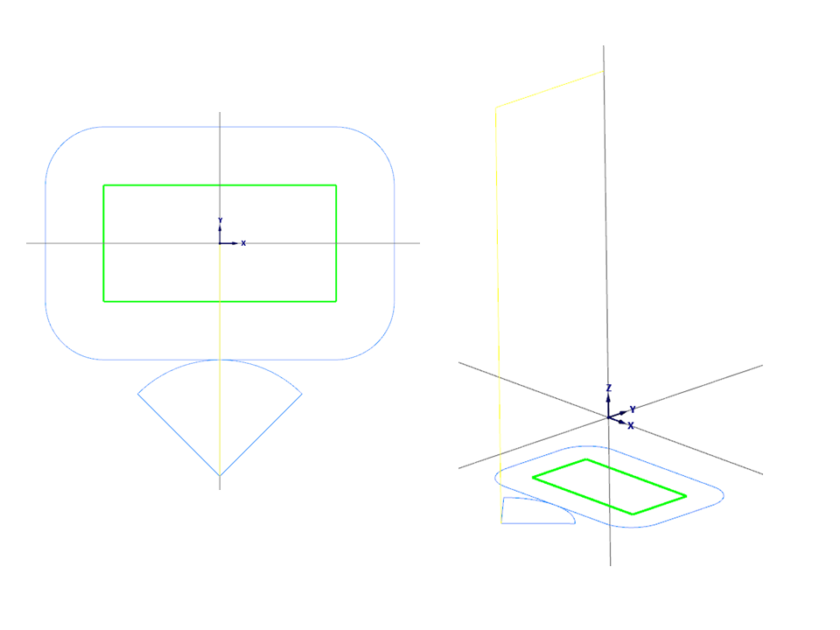
加工形状
原点を中心とした横幅20mm縦幅20mmの長方形を深さ10mmで外側輪郭加工となります。
アプローチは扇形として作成しています。
サンプルNCデータ
% O0101(BOX) ( T1 | 10. FLAT ENDMILL | H1 | D1 | WEAR COMP | TOOL DIA. - 10. ) T1 M06 S1600 M03 G00 G90 G54 X0. Y0. G43 H1 Z50. M08 G08 P1 Y-20. Z2. G01 Z-10. F300. G41 D1 X7.071 Y-12.929 F160. G03 X0. Y-10. R10. G01 X-10. G02 X-15. Y-5. R5. G01 Y5. G02 X-10. Y10. R5. G01 X10. G02 X15. Y5. R5. G01 Y-5. G02 X10. Y-10. R5. G01 X0. G03 X-7.071 Y-12.929 R10. G01 G40 X0. Y-20. G00 Z50. Y0. G08 P0 M05 G91 G28 Z0. M09 M99 %
解説
| % | データスタート | ヘッダー部 |
| O0101(BOX) | プログラム番号(O) ()はプログラム名 | |
| ( T1 | 10. FLAT ENDMILL | H1 | D1 | WEAR COMP | TOOL DIA. – 10. ) | 工具概要 直径10mmフラットエンドミル | |
| T1 M06 | 工具番号(T)1に工具交換(M06) | |
| S1600 M03 | 回転数(S)1600/minで工具回転開始(M03) | |
| G00 G90 G54 X0. Y0. | ワーク座標系(G54)の絶対座標(G90)でX0Y0の位置に早送り(G00)移動 | |
| G43 H1 Z50. M08 | H1の工具長補正(G43)をかけながらZ50の位置に早送り移動 クーラントON(M08) | |
| G08 P1 | 高精度制御機能ON | |
| Y-20. | Y-20に早送り移動 | 実加工部 |
| Z2. | Z2に早送り移動 | |
| G01 Z-10. F300. | 送り速度(F)300mm/minでZ-10に移動 | |
| G41 D1 X7.071 Y-12.929 F160. | 送り速度(F)160mm/minでD1の工具径補正(G41)をかけながら斜めに直線移動(G01) | |
| G03 X0. Y-10. R10. | 半径R10の反時計回りに円弧移動(G03) | |
| G01 X-10. | X-10の位置に直線移動(G01) | |
| G02 X-15. Y-5. R5. | 半径R5の時計周りに円弧移動(G02) | |
| G01 Y5. | Y5の位置に直線移動(G01) | |
| G02 X-10. Y10. R5. | 半径R5の時計周りに円弧移動(G02) | |
| G01 X10. | X10の位置に直線移動(G01) | |
| G02 X15. Y5. R5. | 半径R5の時計周りに円弧移動(G02) | |
| G01 Y-5. | Y-5の位置に直線移動(G01) | |
| G02 X10. Y-10. R5. | 半径R5の時計周りに円弧移動(G02) | |
| G01 X0. | X0の位置に直線移動(G01) | |
| G03 X-7.071 Y-12.929 R10. | 半径R10の反時計回りに円弧移動(G03) | |
| G01 G40 X0. Y-20. | 工具径補正(G40)をOFFにしながら斜めに直線移動(G01) | |
| G00 Z50. | Z50の位置に早送り移動 | フッター部 |
| Y0. | Y0の位置に早送り(G00)移動 | |
| G08 P0 | 高精度制御機能OFF | |
| M05 | 工具回転OFF | |
| G91 G28 Z0. M09 | Z軸を機械原点に移動(G91 G28 Z0) クーラントOFF(M09) | |
| M99 | サブプロ終了 | |
| % | データエンド |
注釈
- 工具径込みのプログラムのため工具径補正値は「0」を入力する
- 角部は実質R0になるような円弧加工をしているのでバリが出にくい
- ヘッダー部・フッター部は実際の加工機にあわせて編集可