輪郭ツールパスの切削パラメータの内容を解説します。
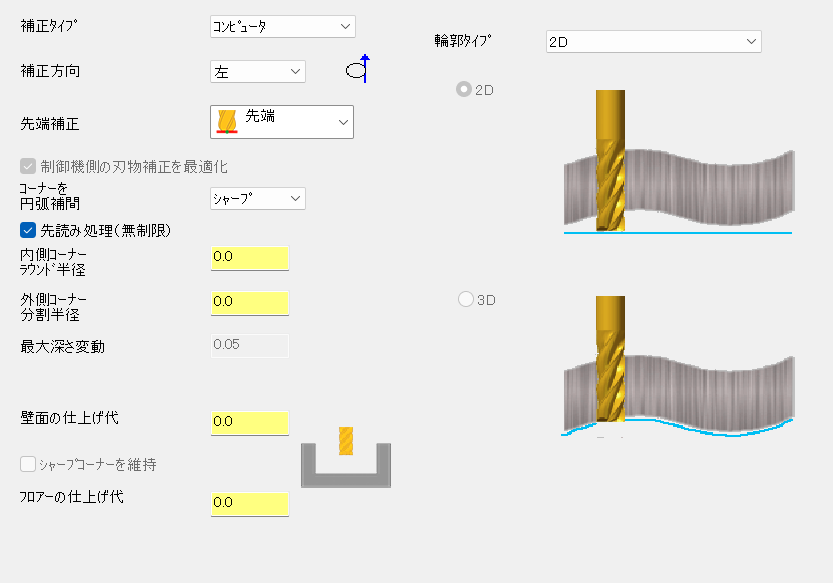
切削パラメータでは、補正タイプや輪郭タイプ・仕上げ代などを設定することができます。
補正タイプ
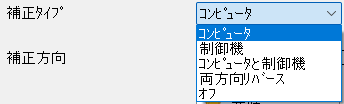
補正タイプは、ドロップダウンリストから選択します。
- コンピュータ
工具半径を見込んだ経路でツールパスが作成され、工具径補正(G41 or G42)なしのNCデータを出力します。 - 制御機
工具半径を見込まない手入力で作成した時と同等のツールパスが作成され、工具径補正(G41 or G42)が含まれるNCデータを出力します。
加工機側で補正番号のパラメータに工具半径+摩耗量(修正値)を設定します。
制御機側に切り替えた場合、進入/退出時の干渉チェックがオフになります。 - コンピュータと制御機
上記「コンピュータ」で設定した時と同じ経路のツールパスが作成され、工具径補正(G41 or G42)が含まれるNCデータを出力します。
マシニングセンタ側で補正番号のパラメータに摩耗量(修正値)のみを設定します。(工具半径は0に設定) - 両方向リバース
上記「コンピュータと制御機」を同じ経路で工具径補正(G41 or G42)が含まれるNCデータを出力しますが、「コンピュータと制御機」に対して、工具径補正コードが逆転します。
(ほとんどのマシニングセンタでは、このオプションは使いません。) - オフ
上記「制御機」と同じ経路で具径補正(G41 or G42)なしのNCデータを出力します。
工具径と同じサイズの溝を加工するときに使用し、工具中心経路でチェインします。
補正方向

補正方向は、ドロップダウンリストから左か右を選択します。
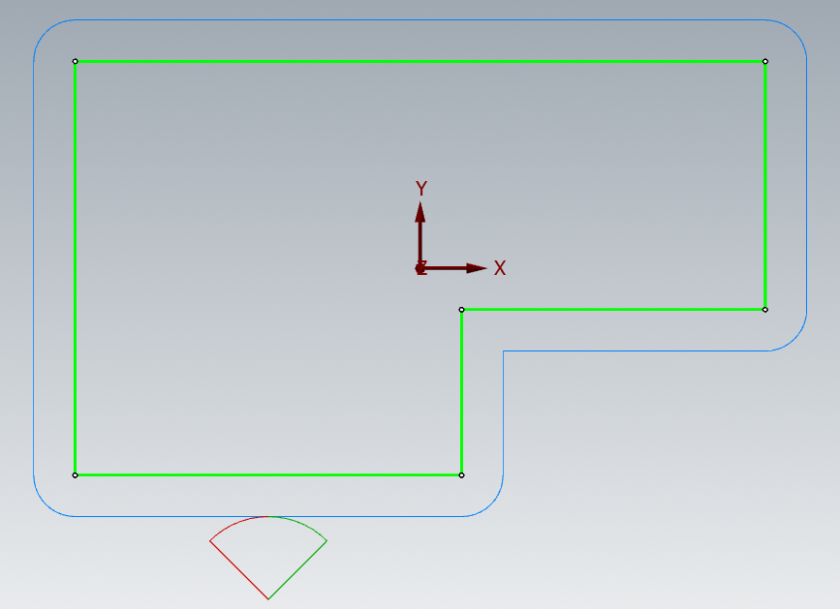
一般的なエンドミル加工はダウンカットを基本に加工します。ダウンカットは、進行方向に対してエンドミルが左側を通る加工になり、補正方向は「左」を選択します。
ダウンカットの時は、形状選択は、外周加工の時は時計回りになるように、内径加工の時は反時計回りになるよう方向にチェインをします。
補正タイプが「制御機」または「コンピュータと制御機」の時に工具径補正はG41が出力されます。(両方向リバースでは、G42が出力されます。)
先端補正

先端補正は、ドロップダウンリストから先端か中心を選択し、一般的には「先端」を使用します。
マシニングセンタ側での工具長補正も基本的には工具先端を基準で設定します。
「中心」を使用するときは、例えばボールエンドミルでの溝加工で深さが変動する場合などの時にボールエンドミルのR中心での経路でチェインします。この時シニングセンタ側での工具長補正もRサイズ分プラスさせる必要が出てきます。
輪郭タイプ
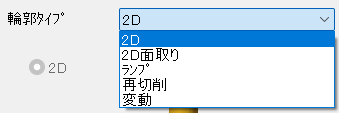
補正タイプは、ドロップダウンリストから選択します。
通常の輪郭加工は「2D」を選択し、面取り加工の時は「2D面取り」を選択します。
ヘリカル状に深さを徐々に下げながら加工をするときは、「ランプ」を選択します。
削り残し部分のみを加工する場合は、「再切削」を選択します。
あまり使用しませんが、「変動」を選択すると加工経路を進むときにZ方向に上下しながら加工をするようになります。
Z方向に変化があるチェインを選択したときは、「3D」輪郭加工と「3D面取り」加工が使えるようになります。
仕上げ代
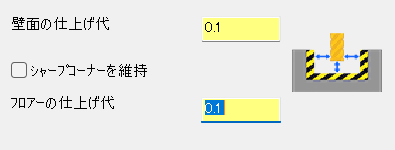
粗取り用のツールパスを作成する場合は、仕上げ代を入力します。
「壁面の仕上げ代」はXY輪郭方向に対して、「フロアーの仕上げ代」はZ深さ方向に対して削り残すようなツールパスを作成します。
(マイナスの値を入力することもできます。)
「壁面の仕上げ代」に0以外の時に「シャープコーナーを維持」のオプションが使えるようになります。
オフの時は、凸角に仕上げ代分のRが付き、オンの時は、角の状態で加工します。Rがあれば仕上げ時の削る量が均一になるので、基本「オフ」で使用します。
その他
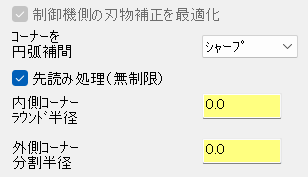
その他のオプション
- 制御機側の刃物補正を最適化
- コーナーを円弧補完
- 先読み処理(無制限)
- 内側コーナーラウンド半径
- 外側コーナー分割半径
制御機側の刃物補正を最適化
補正タイプが「制御機」の時に使用することができるようになります。工具が入れない溝幅などがあるときにツールパスの経路を微調整してくれます。基本は「オン」で使用します。
コーナーを円弧補完
補正タイプが「コンピュータ」または「コンピュータと制御機」の時に、凸角加工時にR0になるように回り込みながら加工します。回り込む加工をするのでバリが発生しづらくなります。
「シャープ」の時は、鋭角の時に回り込みの加工を行い、鈍角(135°以上)では、経路通りの加工を行います。
「全部」の時は、角度に関わらず回り込みの加工が行われ、「なし」の時は、回り込みなしの経路通りの加工を行います。
鈍角の時はRの長さが短くなり、また、回り込まないくてもエンドミル移動時の加減速も少ないので、基本は「シャープ」を使用します。
先読み処理(無制限)
工具が入れない溝幅などがあるときにツールパスの経路を微調整してくれます。基本は「オン」で使用します。
内側コーナーラウンド半径
凹角に対して円弧の移動を追加します。設定したRサイズ分の削り残しが発生しますが、円弧を追加することによって移動時の加減速が少なくなるので高速加工時の粗取りなどで使用します。
補正タイプが「制御機」の時には、削り残し量+工具半径の値を入力します。
(進入/退出での円弧サイズの設定も工具半径以上の値が必要になります。)
外側コーナー分割半径
凸角に対して円弧の移動を追加します。設定したRサイズ分の削り過ぎが発生します。
基本的には削り過ぎる設定になるので使用しません。
補正タイプが「制御機」の時に凸角の移動は回り込みの加工を行わないので、バリ取りや加減速の減少を目的に回り込むような加工を追加することができます。
角を削りすぎないように公差の範囲内で小さめに設定しますが、小さすぎるとマシニングセンタの方で対応できない可能性があるので、小さい値で使用する場合はテストする必要があります。